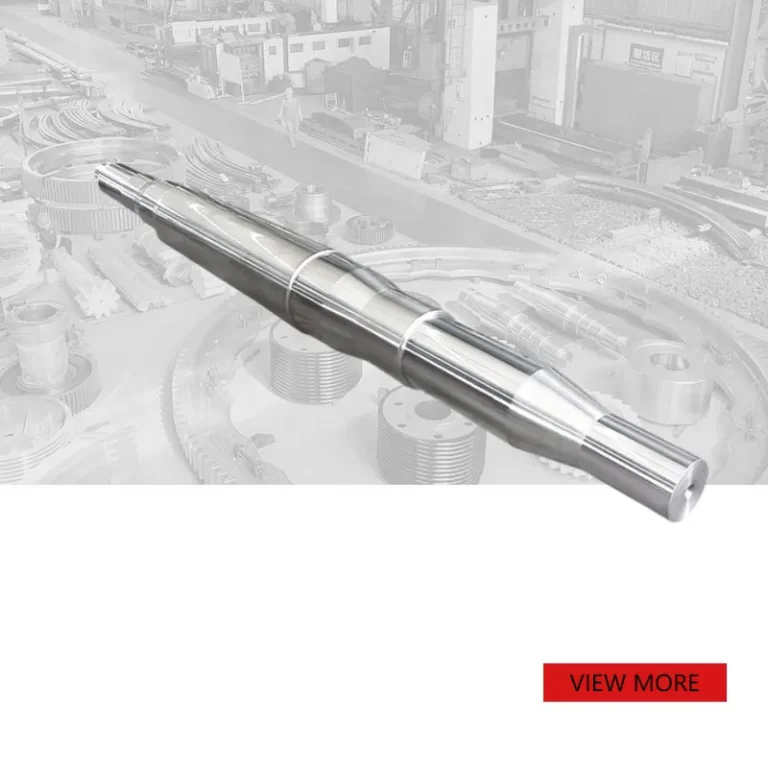
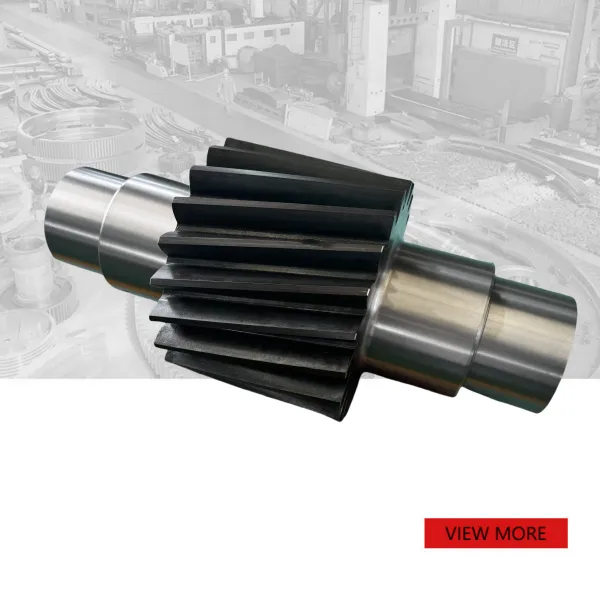
Custom 42CrMo Large herringbone gear shaft

PRODUCT PARAMETERS
Description

We produce according to customers’ drawings and requirements.
The main processing steps of forging herringbone gear shafts:
1:Material selection
Select appropriate materials according to the working conditions of the gear shaft (such as load, speed, environment, etc.). Commonly used materials include alloy steels (such as 42CrMo, 20CrMnTi, etc.), which have good mechanical properties and forgeability.
2:Billet preparation
Cut out round steel or square steel of appropriate size as billet according to design requirements. Ensure that the size and shape of the billet meet the requirements of subsequent forging.
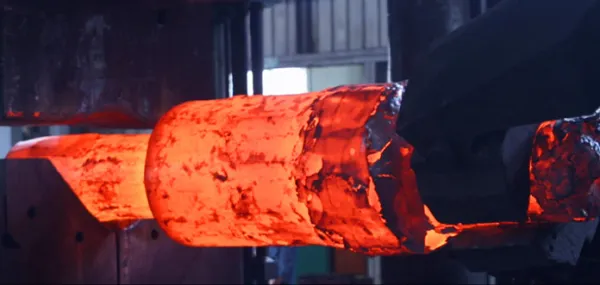
3:Heating
Put the billet in a heating furnace for heating. Usually, the heating temperature is above the recrystallization temperature of the material to ensure that the metal has good plasticity and is easy to forge. The temperature uniformity and heating time need to be controlled during the heating process to avoid overheating or oxidation.
4:Forging
- Pre-forging: The billet is preliminarily formed by free forging or die forging to form a blank close to the final shape. Pre-forging can reduce the deformation of subsequent fine forging and improve production efficiency.
- Fine forging: Use precision dies for final forging to make the shape and size of the gear shaft more precise. During the precision forging process, the pressure, speed, and die accuracy need to be strictly controlled to ensure that the geometric shape and dimensional tolerance of the gear shaft meet the design requirements.
- Correction: For the deformation that may occur after forging, the correction process can be adjusted to ensure the straightness and coaxiality of the gear shaft.
5:Cooling
After forging, select the appropriate cooling method (such as air cooling, oil cooling, water cooling, etc.) according to the material characteristics and process requirements. The cooling rate will affect the organizational structure and mechanical properties of the material, so it needs to be carefully controlled.
6:Heat treatment
Normalizing or annealing: In order to eliminate forging stress and improve the cutting performance of the material, normalizing or annealing is usually required.
Quenching and tempering treatment: For gear shafts with high strength requirements, quenching and tempering treatment (quenching + high-temperature tempering) is usually required to obtain good comprehensive mechanical properties (such as hardness, toughness, wear resistance, etc.).
Surface hardening: In order to improve the wear resistance and fatigue resistance of the gear tooth surface, surface hardening treatments such as induction quenching and nitriding can be used.
7:Rough machining
Use lathes, milling machines and other machine tools to rough-machine the gear shaft to remove excess material and prepare for subsequent finishing. Rough machining includes turning the outer circle, end face, keyway, etc.
8:Gear machining
Gear hobbing: Gear hobbing is one of the most commonly used gear machining methods. During the gear hobbing process, the tool parameters and feed speed need to be precisely controlled to ensure the gear tooth profile accuracy.
Gear shaving: In order to improve the gear tooth profile accuracy and surface finish, gear shaving can be performed. Gear shaving is a fine correction process that can effectively improve the meshing quality of gears.
Gear grinding: For gears with high precision requirements, gear grinding may be required to achieve higher tooth profile accuracy and surface roughness requirements.

9:Finishing
Finishing other parts of the gear shaft (such as journals, bearing seats, etc.) to ensure their dimensional accuracy and surface quality. Finishing usually includes grinding, honing and other processes.
10:Inspection
The finished gear shaft is subjected to comprehensive quality inspection, including dimensional tolerance, shape tolerance, surface roughness, hardness, metallographic structure and other aspects. Ensure that the product meets the requirements of the design drawings and technical standards.
11:Assembly and debugging
If the gear shaft is part of a complete set of equipment, it is also necessary to assemble and debug it to ensure that it cooperates well with other parts and runs smoothly.
12:Painting and packaging
Finally, the gear shaft is rust-proofed and painted, and then packaged according to customer requirements and ready for shipment.

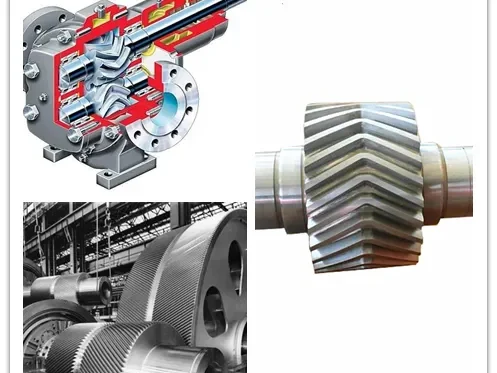
Common materials and characteristics of herringbone gear shafts
1: Alloy steel (such as 42CrMo, 40CrNiMo, 20CrMnTi, etc.) Advantages: high strength, high toughness, good hardenability and wear resistance, suitable for heavy-load and high-speed applications. Application: widely used in mining machinery, metallurgical equipment, engineering machinery and other fields.
2: Carburizing steel (such as 20CrMnTi, 20CrMnMo, etc.) Advantages: high surface hardness, good core toughness, suitable for surface hardening treatment. Application: automotive, aerospace, precision transmission systems and other fields with high requirements for wear resistance and toughness.
3: Cast steel or cast iron. Advantages: easy molding, low cost, suitable for casting large gear shafts. Application: large machinery and equipment, heavy-duty reducers, etc.
The processing difficulty of herringbone gear shafts without undercut grooves is relatively high, with special structural design and strict precision requirements.
The main difficulties and reasons faced in the processing of herringbone gear shaft:
1: Limited processing space
Difficulty: No undercut groove means that the processing tool (such as a milling cutter, gear shaping cutter, etc.) cannot exit through the undercut groove after completing the processing of a tooth groove and must be fed and exited in a limited space.
Solution:
Adopt a multi-step processing method: separate roughing and finishing, first use a larger cutting depth for roughing, and then use a smaller cutting depth for finishing, gradually approaching the final size.
Use special tools: Design or select special tools suitable for processing without undercut grooves, such as milling cutters or gear shaping cutters with special geometric shapes, to ensure that the tool can work normally in a small space.
2: High processing precision requirements
Difficulty: The helical teeth on the left and right sides of the herringbone gear must be precisely symmetrical, and the parameters such as tooth shape, tooth pitch, and tooth thickness must strictly meet the design requirements. It will cause axial force imbalance, increased noise and other problems.
Solution:
Precision measurement and correction: During the processing, high-precision measuring equipment (such as a three-coordinate measuring machine and gear measuring center) is used for real-time monitoring to ensure the processing accuracy of each tooth groove.
Optimize processing technology: Use advanced CNC machine tools and automated processing technology to ensure stability and repeatability during processing and reduce human errors.
3: Tool wear and life issues
Difficulty: Due to the design without an undercut groove, the tool will be subjected to greater friction and impact every time it feeds and exits, resulting in faster tool wear and shortened life.
Solution:
Choose wear-resistant materials: Use high-strength and high-hardness tool materials (such as cemented carbide, ceramics, etc.), and perform surface coating treatment to improve the wear resistance and impact resistance of the tool.
Optimize cutting parameters: Reasonably select cutting speed, feed rate and cutting depth to avoid excessive cutting load and extend tool life.
4: Low processing efficiency
Difficulty: The processing method without an undercut groove usually requires more processes and a longer time, especially when processing large-module or multi-tooth herringbone gears; the processing efficiency will be significantly reduced.
Solution:
Using efficient processing methods, such as four-axis linkage CNC machine tools, end milling side milling finishing, etc., can improve processing efficiency and reduce processing time.
Segment processing: The entire gear shaft is divided into multiple parts for processing, and each part is processed separately and then assembled, which can simplify the processing process and improve efficiency.
5: Heat treatment deformation control
Difficulty: The herringbone gear shaft usually needs to undergo heat treatment processes such as quenching and tempering to improve its strength and hardness. However, deformation may occur during the heat treatment process, affecting the accuracy and fit of the gear.
Solution:
Optimize the heat treatment process: Select appropriate heat treatment process parameters (such as heating temperature, holding time, cooling rate, etc.), and reduce deformation by preheating, graded quenching, etc.
Subsequent correction: After heat treatment, necessary correction processes such as grinding and honing are performed to restore the accuracy of the gear.

6: High cost
Difficulty: Due to the difficulty of processing herringbone gear shafts without undercut grooves, the required equipment, tools, processes and technical requirements are high, resulting in a significant increase in manufacturing costs.
Solution:
Optimize design: Under the premise of meeting functional requirements, simplify the design as much as possible, reduce unnecessary complex structures, and reduce manufacturing difficulty and cost.
Batch production: Share fixed costs through batch production to reduce the manufacturing cost of each unit product.
7: High technical requirements
Difficulty: The processing of herringbone gear shafts without undercut grooves requires high-level technicians and rich experience, especially in programming, operation and debugging, which requires high skills of workers.
Solution:
Training and technical support: Provide professional training and technical support for workers to ensure that they master advanced processing technology and operating skills.
Introduce automated and intelligent equipment: Use CNC machine tools with high automation and intelligent control systems to reduce dependence on manual operation and improve processing quality and efficiency.
Contact us